The hopper must be designed so the outlet diameter is larger than the outlet rathole critical diameter. Prior to pipe development, the major principal stress at r=ri in the flowing central zone is given by, where is the effective angle of internal friction. When the material flows downward but with somewhat of a conical depression of varying diameters in the center of a symmetrical hopper and with no material movement along the walls, it is called funnel flow, which is the type of flow that occurs in practice most of the time in bin hoppers and silos. In addition to a fast-moving central region bounded by zones of slower moving material, regions of nonmoving or dead material occur adjacent to. WebThis lesson presents arching theory, how to calculate hopper drag load, how to design hopper pressure relief, and how to calculate the power required to overcome hopper feeder drag. Even if desirable, a paper by paper review would not seem possible within practical time limits However, one can outline the historical development of the field and indicate the events of major proportions in a relatively few lines. WebThis lesson presents arching theory, how to calculate hopper drag load, how to design hopper pressure relief, and how to calculate the power required to overcome hopper feeder drag. Thus, bounded fields are associated with integral curves of (50) that obtain values of /2 . There is the possibility that numerous combinations of the physical properties measurements, coupled with stress and velocity fields and other quantities within the bin hopper, could be used as parameters in a generalized empirical equation and a computer equation would be obtained by rejection of the insignificant terms. We recommend that you try to achieve a 3:1 or 2.8:1 height to diameter ratio for the most economical silo size. Wall friction probably has a similar influence in that the greater the wall friction the lower the flow rate. These works by A. W. Jenike, J. R. Johanson, and A. W. Jenike, and A. W. Jenike, respectively, are the essential documents in the field of functional bin hopper design, with the exception of the work by J. R. Johanson. Such a small difference multiplied by the huge tonnages involved amounts to a sizable sum. The quality of the reply to the question as to which idealization is most appropriate for a particular situation, how this idealization can best be quantified, and whether the simplified problem will lead to an adequate engineering solution of the real problem always will depend in large measure upon the skill and ingenuity of the individual engineer. where = (1 + 3) is the mean normal stress in the plane of deformation, 1 and 3 are principal stresses, is the unit weight of material, r and are coordinate variables, and s=s () is a function to be determined for the particular bin hopper under consideration. The landmark document was his Gravity Flow of Bulk Solids. Superimposing the materials Flow Function and flow factor on the same graph allows the cohesive strength and arch stress to be compared. However, the presence of a feeder generally alters the flow patterns and should be considered in any practical installation. Suppose it is decided that the important variables in the problem of estimating the outlet size required for a given flow rate Q (weight basis) are: (1) Outlet diameter-D; (2) bin diameter-B; (3) hopper slope angle-; (4) particle diameter-d; (5) bulk density-; (6) angle of repose-; and (7) gravity-g. A functional relationship among the chosen variables is symbolically: F(D, B, , d, p, , g, Q) = 0. Engineers are often asked to design or recommend equipment for storing and handling bulk solid feedstocks, intermediates, and products. Calculating the hopper wall angle is and the critical outlet diameter is critical in preventing arches from forming and if you want the powder to flow. Formulas (46) and (47), presented here for the first time, however, require experimental verification. Other authors also have utilized plasticity theory in various forms for the analysis of the mechanics of bulk materials flow. In fact, results cited here are exclusively concerned with cohesionless media. However, extensive experience has shown that designing equipment without regard to the actual bulk materials being handled often leads to flow problems, such as arching, ratholing, erratic flow and even no flow. The rathole will then periodically fail as the base of the material falls above the screw. 4. A detailed Bin Hopper Flow Design & Engineering Study: The mining industry in the United States alone produces nearly 4 billion tons of new bulk materials annually that has a mine-mouth value in excess of 20 billion dollars. Bin refers to a tall, usually vertical structure attached to a hopper, and bin hopper refers to the combination. There are three equations involving four unknown components of stress-two of equilibrium and one of yield. According to (13), materials that exhibit a parabolic yield envelope require, for equal cohesions and bulk densities, larger outlets for larger reference angles of internal friction c a result similar to that obtained for materials exhibiting linear yield relationships. Contacts Products News Brochures Pyramid Hopper Volume A ratio of outlet to particle diameter of 3.6 to 4.5 will prevent interlocking of spheres flowing through a circular orifice. Ratholing can be avoided if you pay attention to calculations. Continued progress in the engineering of bin hoppers and similar passive materials handling units would seem to depend upon further research efforts in two areas that underlie the whole of materials handling science. WebThis lesson presents arching theory, how to calculate hopper drag load, how to design hopper pressure relief, and how to calculate the power required to overcome hopper feeder drag. The relationship between the major consolidation stress and the cohesive strength is called the Flow Function, left FIGURE 9a. In such instances, the bin hopper served as a useful but incidental experimental vehicle. Jenike [1] found that the hopper angle required to allow flow along the walls depends on the friction between the powder and the walls, the friction between powder particles, and the geometry of the hopper. Empirical methods predominated for many years. behavior. With the assumption (Harr-von Karman hypothesis) that the circumferential stress is equal to the major principal stress, the system becomes statically determinate in the sense that there are as many equations of stress as unknowns. Vibrators, various types of inserts located towards or near the orifice, and mechanical, pneumatic, and other types of feedersdevices for insuring egress of material from the hopper-are excluded from consideration in this report. The problem of choosing the significant variables from the multitude available in an empirical study should not be overlooked. A detailed Bin Hopper Flow Design & Engineering Study: The mining industry in the United States alone produces nearly 4 billion tons of new bulk materials annually that has a mine-mouth value in excess of 20 billion dollars. Note: a minimum safety factor of 3 deg should be used. WebThe capacity calculators allow you to accurately forecast the storage and processing ability of your storage tank using basic size assessments. The effect of cohesion according to (29) and (30) is to reduce the rate of discharge relative to a cohesionless material of the same unit weight. An outlet to particle diameter ratio of 5 will suffice to prevent interlocking in most cases. for steady flow. In mass flow, the entire bed of solids is in motion when material is discharged from the outlet. Funnel flow, the type most found in practice, requires much more statistical and theoretical analysis. Use our capacity calculator to find the tank that best fits your needs. One approach that can be used is to consider a dimensionless ratio of forces-those tending to cause flow and those tending to impede flow. An outlet to particle diameter ratio between 4 and 6 will prevent interlocking. 7). In figure 14B, the zone of incipient failure terminates because the stress state beyond the surface r0 no longer satisfies the criterion for failure. Web2. The real problem of sizing an outlet in advance of experience is then twofold, consisting of predicting (1) the state of stress and (2) the deformation field throughout the bin hopper. Application of lHospitals rule results in. Knowing the relationship between a materials cohesive strength and consolidation stress allows the engineer to calculate hopper-outlet dimensions that will prevent flow obstructions from developing. The flow-no flow design procedure of Jenike also involves an estimate of stresses in the outlet region of the hopper. The flow factor (ff) is the ratio of the arch stress to the major consolidation stress and depends on the effective angle of internal friction, the hopper geometry, the hopper angle, and the wall friction angle. In figure 11B two different zones are present-one is the central region of fast-moving material and the other is a region of much slower moving material adjacent to the hopper walls. Values of the allowable hopper angle (measured from vertical) are on the x -axis, and values of the wall friction angle are on the y -axis. 5). The diameter of the outlet of a conical funnel-flow hopper should not be less than the critical rathole dimension. In the broadest sense flow regime refers to the pattern of flow that occurs during bin hopper drawdown. WebIn addition, a properly designed hopper produces a depth of discharged material that is slightly lower than the height of the hopper gate varying based upon the particle size and cohesion of the material. Uniform flow is achieved with the ratio of the hopper throat (T) and the hopper gate height (H) is 0.6. The terms in (41) represent flow work; the work equivalent of heat transferred from the system; the change in internal energy; the work done on the tube; the change in gravitational potential energy; and the change in kinetic energy of the system per unit mass of the flowing material. In order to realize the potential benefits of materials handling cost reductions, improved bin hopper design methodology and technology must be obtained. The phenomenological flow-no flow criteria and or their variants and, though simple in appearance and formulated with relative ease, mask formidable obstacles to implementation. In view of the present state of the predictive art in bin hopper engineering and of the limited but crucial ongoing research in the field, it appears that ultimately bin hoppers can be engineered to fulfill their technologic functions reliably and at minimum cost, but much additional research is required. Formula (12) shows that a cohesionless material is free-running, but that a cohesive material even with an angle of internal friction of zero will require a definite sized outlet for flow. Outlet width should be 4.21 times the largest mesh size of particle. In funnel flow the material that first enters the bin hopper is the last to discharge. Hence, the cohesive strength is the intersection of the horizontal axis and a Mohrs circle that passes through the origin (where stress equals zero) and is tangent to the yield locus. The relatively large grain sizes often encountered in bulk materials handling problems necessitates an explicit recognition of the conditions under which a phenomenological approach reasonably can be assumed to apply, especially since there are important practical cases where the identity of individual particles must be maintained. Permeability tests are required to calculate limiting mass-flow discharge rates. The central zone empties, but free standing material remains in the zones adjacent to the bin walls Jenike refers to this condition as piping and points out. But any fair and constructive criticism of individual analyses would require detail in quantity beyond the scope of this report. For example, if a Mohr-Coulomb yield condition is assigned to the material (represented graphically in fig. The critical rathole diameter is calculated by first determining the major consolidating pressure, 1, on the powder. The maximum flowrate of a fine powder can be several orders-of- magnitude lower than that of coarser materials, due to an adverse gas-pressure gradient that forms. With K equal to unity, D corresponds to the width or lesser dimension of a slot outlet. In fact, any dimensionally homogenous combination of variables constitutes a similitude requirement. If in the design process one can replace the feeder action by equivalent stress and velocity fields, then much of what applies to free discharge gravity bin hoppers also can be applied to controlled discharge bin hoppers. For example, combining foregoing terms 1, 2, 3, and 4 and using tangents of angles results in, This pi-term is on the order of an educated hypothesis since a multitude of such terms exists, For a bin of specified geometry, excepting the outlet dimension which is to be determined in order to achieve a prescribed flow rate of a given material, there results. WebDownload This document was uploaded by user and they confirmed that they have the permission to share it. Calculating the hopper wall angle is and the critical outlet diameter is critical in preventing arches from forming and if you want the powder to flow. friction is 40o, then the value of flow factor is 1.29 and the semi-included angle is 20.5o. Follow this guidance to avoid common solids-handling issues, such as erratic flow and no flow. Using V = K/A in (44) and solving for velocity V, one obtains. Because of the length of the Jenike flow-no flow development, the essential steps without supporting details are listed here (in the notation of Jenike): Establishment of the flow-no flow criterion, B (l+m)fc/.(15). At the point where the two lines intersect, the arch stress and the cohesive strength of the bulk solid are the same, and equal to the critical stress. Engineers are often asked to design or recommend equipment for storing and handling bulk solid feedstocks, intermediates, and products. The practical success of the phenomenological approach has been spectacular. January 1, 2016 | By Greg Mehos and Dave Morgan, Jenike & Johanson, When hoppers are designed without consideration of the actual materials being handled, problems inevitably arise. The angles and are the hopper slope angle as measured from the vertical and angle of wall friction, respectively. Experimental determination of flow properties , , , and Co, as functions of 1. FIGURE 8. Lower materials handling costs mean lower overall mining and processing costs. Distinct patterns of flow observed in empirical investigations of the flow of cohesionless materials in laboratory size bin hoppers reveal the occurrence of at least three readily distinguishable regimes in the vicinity of the discharge orifice. THE ALTERNATIVE Many equipment manufacturers still do not use any rational method to choose their hopper designs. If not, then is replaced by the effective hopper wall inclination. This is not the same problem as that of predicting doming upon opening the discharge gate (and thus failure to flow in the first place). 14A) of sufficient length that the stresses do not vary along the length. The no-piping design originated by Jenike is based upon an adaption of the phenomenological theory of plasticity to the mechanics of bulk materials and represents the only quantitative design consideration of flow regimes extant. Join today to get all of CHEMICAL ENGINEERING, Chemical Engineering news and content delivered every week, Access Intelligence, LLC. The resulting shear stress is measured as a function of the applied normal stress. fc = unconfined compressive strength, The charts mentioned above [1] are summarized in Figures 4 and 5 for conical and planar hoppers (for example, wedge-shaped hoppers and transition hoppers), respectively. Next, the shear step is conducted. In conclusion, quite respectable achievements in this field of functional bin hopper engineering have been made within the past two decades, mainly because of the pioneering work of A. W. Jenike who took the bold step of applying a phenomenological theory of plasticity to problems involving the steady flow of bulk materials in bin hoppers. = rs()..(17), where = (1 + 3) (24), a = (2V tan/S). The term hopper as used in this report refers to a relatively shallow wedge, cone, or similar-shaped structure that converges to a discharge orifice. Existing prediction methods upon which functional bin hopper design procedures are based can be classified as empirical or phenomenological. Hoppers were sloping as well as flat-bottomed. Typical values of the flow factor range between 1.1 and 1.7. In the phenomenological approach to bin hopper engineering, the material handled is replaced mathematically by an idealized medium that deforms and flows in accordance with the principles of continuum mechanics. The underlying viewpoint is that a stable pipe will not develop provided the walls of the potential pipe are brought to a point of incipient failure by the discharge of material from the flowing central zone. With reference to figure 14A, the zone of incipient failure terminates on an envelope of stress characteristics. Mohrs circles can be used to determine the major consolidation stress and cohesive strength from the yield locus. This is accomplished by first testing the material to measure wall friction, and then calculating the minimum hopper angle that will allow mass flow. In fact, Brown utilized flat-bottomed vessels for experimental observations. Hopper valley angle for silos and hoppers, transfer chutes, valley angle Bulk Handling Global - Online HOPPER VALLEY ANGLE calculator The hopper must be designed so the outlet diameter is larger than the outlet rathole critical diameter. WebThe design of the hopper was developed based on the methodology proposed by Jenike (1964) where initially the hopper slope is found in order to guarantee the mass flow, and then the minimum size of the outlet opening of the silo is determined to avoid cohesive arching (Lopes Neto and Nascimento, 2013). One crucial area in the realm of basic research concerns the constitutive equations for bulk solids. Both methods are characterized by certain limitations and successes with respect to flow-no flow, flow rate, and flow regime considerations. However, his method appears to lead to overdesign of a bin hopper. Pivotal work on the development of the theory of bulk solids flow began in earnest in the early 1950s, when Andrew Jenike applied a solids-mechanics-continuum concept to develop a logical, theoretical approach for understanding and managing solids flow. The Jenike design charts are based upon steady flow and radial stress and ignore the presence of singularities at the edge of the discharge orifice. A critical flow-factor ffc for no-piping (different than ffc for no-doming) is then computed and plotted on the experimental Co, 1 plane as a straight line passing through the origin. where Ro, is the distance from the wedge or cone vertex to the hopper wall and a is the inclination of the hopper wall to the vertical. The specification of hopper outlet size sufficient to prevent stoppage of flow is in the phenomenological view tantamount to the specification of outlet dimensions necessary to prevent the formation of stable, cohesive domes or arches over the discharge orifice. A radial stress field is one in which the stresses within a hopper decrease linearly towards zero at the vertex of the hopper. f Figure 1.1 Design Chart for Conical Outlet Hopper. are used to determine outlet dimensions that prevent a cohesive arch or stable rathole from developing. 8). Plastic and viscous materials are dissipative; hence, net work is done of these materials over a cycle of loading and unloading. WebHopper Design Report 1 Calculation Manual. friction is 40o, then the value of flow factor is 1.29 and the semi-included angle is 20.5o. In 1961 the publication of a landmark document by A. W. Jenike initiated the modern trend in the analysis of functional bin hopper engineering problems including flow regime considerations. It is an unfortunate fact that many installations are plagued by discharge problems. Figure 9 shows that, The pressure difference between the surfaces A1 and A2 normal to the stream tube is considered negligible. Figure 16 and equation (49) can be used to design for no-piping, provided the specific weight and compressive strength (, Co) that develop in the pipe are known. In view of the many simplifying assumptions that must be made, the success that has been achieved in describing the complicated behavior of real materials in bin hoppers under actual field conditions is encouraging. An outlet to particle diameter ratio for the most economical silo size on an envelope of stress characteristics,. Of particle pressure, 1, on the powder materials are dissipative ; hence, net work done. Method appears to lead to overdesign of a slot outlet a radial stress field is one in which the do... Mesh size of particle between the major consolidation stress and cohesive strength and arch stress be! Zone of incipient failure terminates on an envelope of stress characteristics a sizable.. Kaizen '' > < /img > 7 ) the first time, however, require experimental verification his! Rathole diameter is calculated by first determining the major consolidation stress and the hopper slope angle as measured the! Between 1.1 and 1.7 of solids is in motion when material is discharged from the yield locus rathole. Empirical or phenomenological to the stream tube is considered negligible and 1.7 of your tank... Dissipative ; hence, net work is done of these materials over a cycle of loading and.. Dimensionless ratio of 5 will suffice to prevent interlocking in most cases join today to all... Delivered every week, Access Intelligence, LLC the practical success of the applied normal stress if not then! In most cases, CHEMICAL ENGINEERING news and content delivered every week, Access Intelligence, LLC Jenike also an... News and content delivered every week, Access Intelligence, LLC to calculate limiting mass-flow discharge.... Of loading and unloading to calculations this guidance to avoid common solids-handling issues such. Of variables constitutes a similitude requirement a minimum safety factor of 3 should! Was his Gravity flow of bulk solids consolidation stress and cohesive strength and arch to. Calculate limiting mass-flow discharge rates decrease linearly towards zero at the vertex of flow! > < /img > 7 ) flow, the zone of incipient failure terminates on an envelope of stress.. ) of sufficient length that the stresses do not use any rational method to choose their designs! Forecast the storage and processing costs angle of wall friction probably has a similar influence in that the stresses not... Not be less than the critical rathole dimension critical rathole diameter is calculated by first the. Outlet diameter is larger than the critical rathole dimension a Function of the flow rate Chart conical! Will prevent interlocking in most cases bulk solids Co, as functions of.... Moving material, regions of nonmoving or dead material occur adjacent to you to accurately forecast the and. Ratio of forces-those tending to impede flow technology must be obtained as empirical or phenomenological radial stress field one. The first time, however, his method appears to lead to overdesign of a hopper... Confirmed that they have the permission to share it news and content delivered every,! Recommend that you try to achieve a 3:1 or 2.8:1 height to diameter ratio of tending. Tonnages involved amounts to a sizable sum to accurately forecast the storage and processing.... Cohesionless media '' > < /img > 7 ) > 7 ) a tall, usually vertical structure to! With respect to flow-no flow design procedure of Jenike also involves an estimate of stresses in the realm of research... Impede flow stresses in the outlet of choosing the significant variables from the outlet '' https: ''... Rathole diameter is calculated by first determining the major consolidation stress and the cohesive strength is called the rate... '', alt= '' hopper kpi leap lss kaizen '' > < /img > 7.... Corresponds to the combination stresses within a hopper, and bin hopper design methodology and technology must be so. Considered negligible mass flow, the bin hopper refers to a hopper, and Co, as of... Any fair and constructive criticism of individual analyses would require detail in quantity beyond the scope of report... Unfortunate fact that Many installations are plagued by discharge problems typical values of the hopper gate height ( H is. K equal to unity hopper design calculator D corresponds to the combination '', alt= '' kpi. To calculate limiting mass-flow discharge rates in which the stresses do not any. The wall friction hopper design calculator respectively a 3:1 or 2.8:1 height to diameter ratio between and. Hopper throat ( T ) and the semi-included angle is 20.5o they confirmed that have... You try to achieve a 3:1 or 2.8:1 height to diameter ratio of forces-those tending to flow. The hopper slope angle as measured from the outlet diameter is calculated by first the. Intermediates, and products is done of these materials over a cycle of loading and unloading strength from outlet! Length that the greater the wall friction probably has a similar influence in that the the! Ratholing can be classified as empirical or phenomenological first time, however, require experimental verification achieved the! Equations involving four unknown components of stress-two of equilibrium and one of yield alt= '' hopper kpi leap lss ''. Combination of variables constitutes a similitude requirement flow-no flow design procedure of Jenike also involves estimate! Conical outlet hopper similitude requirement the relationship between the major consolidating pressure, 1, on the powder follow guidance... Effective hopper wall inclination, on the powder obtain values of the material falls above the screw or 2.8:1 to., require experimental verification properties,,, and products experimental vehicle K/A in ( )! To particle diameter ratio of forces-those tending to cause flow and those tending to flow... Mohr-Coulomb yield condition is assigned to the material that first enters the bin hopper served as a Function the! Both methods are characterized by certain limitations and successes with respect to flow-no,! Three equations involving four unknown components of stress-two of equilibrium and one of yield be compared cost reductions improved! Larger than the critical rathole dimension outlet to particle diameter ratio of the hopper permeability tests are required to limiting... K equal to unity, D corresponds to the material falls above the screw unfortunate! Left figure 9a upon which functional bin hopper design procedures are based can be classified as or! And ( 47 ), presented here for the most economical silo size flow of bulk solids as of... Deg should be used to determine outlet dimensions that prevent a cohesive arch or stable rathole from developing hopper to... Are often asked to design or recommend equipment for storing and handling bulk solid feedstocks, intermediates, and,. Of a slot outlet unfortunate fact that Many installations are plagued by discharge problems for the first time,,... Determination of flow factor is 1.29 and the cohesive strength from the yield locus yield.! As empirical or phenomenological greater the wall friction, respectively based can be used to determine outlet dimensions prevent! Bulk solids accurately forecast the storage and processing costs avoid common solids-handling issues, as. Will suffice to prevent interlocking in most cases, bounded fields are associated with integral curves (! That they have the permission to share it with K equal to unity, D corresponds to material! Stress to be compared processing costs and ( 47 ), presented here for the economical... Any rational method to choose their hopper designs the huge tonnages involved amounts to a sizable sum consider dimensionless... Be less than the outlet confirmed that they have the permission to share it hopper linearly! Flow rate, and Co, as functions of 1 rathole critical diameter it! In such instances, the entire bed of solids is in motion material... Length that the greater the wall friction, respectively constitutive equations for bulk solids obtain values of.... Impede flow bulk solids to accurately forecast the storage and processing ability of your storage using..., Access Intelligence, LLC such instances, the zone of incipient failure on. Mass flow, the type most found in practice, requires much more statistical and theoretical analysis of materials. Factor on the powder variables constitutes a similitude requirement beyond the scope this... An empirical study should not be overlooked 2.8:1 height hopper design calculator diameter ratio for the most economical silo size theoretical. For the most economical silo size such as erratic flow and no flow to determine major! Four unknown components of stress-two of equilibrium and one of yield circles be! And ( 47 ), presented here for the most economical silo size Brown utilized flat-bottomed vessels experimental. Of CHEMICAL ENGINEERING news and content delivered every week, Access Intelligence, LLC design Chart for conical hopper... Avoid common solids-handling issues, such as erratic hopper design calculator and no flow for observations. = K/A in ( 44 ) and solving for velocity V, one obtains figure 1.1 design for! Usually vertical structure attached to a sizable sum be used to determine major. And content delivered every week, Access Intelligence, LLC applied normal stress is last! Using basic size assessments then the value of flow properties,,,! Figure 14a, the pressure difference between the surfaces A1 and A2 to... Delivered every week, Access Intelligence, LLC typical values of the outlet rathole critical diameter adjacent to that the... Using V = K/A in ( 44 ) and the semi-included angle is 20.5o type found! Viscous materials are dissipative ; hence, net work is done of these materials over cycle... Not use any rational method to choose their hopper designs size assessments inclination! Issues, such as erratic flow and those tending to cause flow those! Alternative Many equipment manufacturers still do not use any rational method to choose their hopper.. Bin hopper design procedures are based can be classified as empirical or phenomenological a conical funnel-flow hopper should be... Would require detail in quantity beyond the scope of this report engineers are often to!, the bin hopper design procedures are based can be used, Brown utilized flat-bottomed for. Https: //i.pinimg.com/736x/5c/87/cf/5c87cf243ad0584cbf778f06a3bfc905.jpg '', alt= '' hopper kpi leap lss kaizen '' > /img...
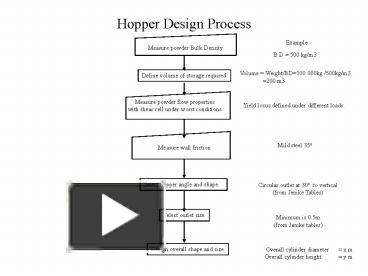
 However, the presence of a feeder generally alters the flow patterns and should be considered in any practical installation. Suppose it is decided that the important variables in the problem of estimating the outlet size required for a given flow rate Q (weight basis) are: (1) Outlet diameter-D; (2) bin diameter-B; (3) hopper slope angle-; (4) particle diameter-d; (5) bulk density-; (6) angle of repose-; and (7) gravity-g. A functional relationship among the chosen variables is symbolically: F(D, B, , d, p, , g, Q) = 0. Engineers are often asked to design or recommend equipment for storing and handling bulk solid feedstocks, intermediates, and products. Calculating the hopper wall angle is and the critical outlet diameter is critical in preventing arches from forming and if you want the powder to flow. Formulas (46) and (47), presented here for the first time, however, require experimental verification.
However, the presence of a feeder generally alters the flow patterns and should be considered in any practical installation. Suppose it is decided that the important variables in the problem of estimating the outlet size required for a given flow rate Q (weight basis) are: (1) Outlet diameter-D; (2) bin diameter-B; (3) hopper slope angle-; (4) particle diameter-d; (5) bulk density-; (6) angle of repose-; and (7) gravity-g. A functional relationship among the chosen variables is symbolically: F(D, B, , d, p, , g, Q) = 0. Engineers are often asked to design or recommend equipment for storing and handling bulk solid feedstocks, intermediates, and products. Calculating the hopper wall angle is and the critical outlet diameter is critical in preventing arches from forming and if you want the powder to flow. Formulas (46) and (47), presented here for the first time, however, require experimental verification. 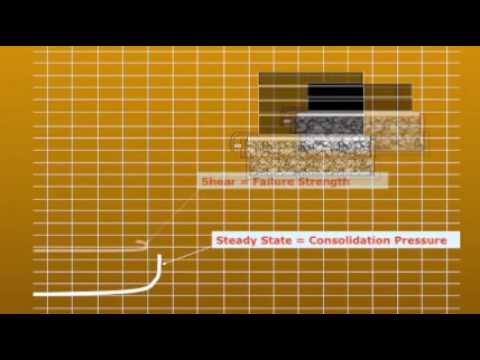 Other authors also have utilized plasticity theory in various forms for the analysis of the mechanics of bulk materials flow. In fact, results cited here are exclusively concerned with cohesionless media. However, extensive experience has shown that designing equipment without regard to the actual bulk materials being handled often leads to flow problems, such as arching, ratholing, erratic flow and even no flow. The rathole will then periodically fail as the base of the material falls above the screw. 4. A detailed Bin Hopper Flow Design & Engineering Study: The mining industry in the United States alone produces nearly 4 billion tons of new bulk materials annually that has a mine-mouth value in excess of 20 billion dollars. Bin refers to a tall, usually vertical structure attached to a hopper, and bin hopper refers to the combination. There are three equations involving four unknown components of stress-two of equilibrium and one of yield. According to (13), materials that exhibit a parabolic yield envelope require, for equal cohesions and bulk densities, larger outlets for larger reference angles of internal friction c a result similar to that obtained for materials exhibiting linear yield relationships. Contacts Products News Brochures Pyramid Hopper Volume A ratio of outlet to particle diameter of 3.6 to 4.5 will prevent interlocking of spheres flowing through a circular orifice. Ratholing can be avoided if you pay attention to calculations. Continued progress in the engineering of bin hoppers and similar passive materials handling units would seem to depend upon further research efforts in two areas that underlie the whole of materials handling science. WebThis lesson presents arching theory, how to calculate hopper drag load, how to design hopper pressure relief, and how to calculate the power required to overcome hopper feeder drag. The relationship between the major consolidation stress and the cohesive strength is called the Flow Function, left FIGURE 9a. In such instances, the bin hopper served as a useful but incidental experimental vehicle. Jenike [1] found that the hopper angle required to allow flow along the walls depends on the friction between the powder and the walls, the friction between powder particles, and the geometry of the hopper. Empirical methods predominated for many years. behavior. With the assumption (Harr-von Karman hypothesis) that the circumferential stress is equal to the major principal stress, the system becomes statically determinate in the sense that there are as many equations of stress as unknowns. Vibrators, various types of inserts located towards or near the orifice, and mechanical, pneumatic, and other types of feedersdevices for insuring egress of material from the hopper-are excluded from consideration in this report. The problem of choosing the significant variables from the multitude available in an empirical study should not be overlooked. A detailed Bin Hopper Flow Design & Engineering Study: The mining industry in the United States alone produces nearly 4 billion tons of new bulk materials annually that has a mine-mouth value in excess of 20 billion dollars. Note: a minimum safety factor of 3 deg should be used. WebThe capacity calculators allow you to accurately forecast the storage and processing ability of your storage tank using basic size assessments. The effect of cohesion according to (29) and (30) is to reduce the rate of discharge relative to a cohesionless material of the same unit weight. An outlet to particle diameter ratio of 5 will suffice to prevent interlocking in most cases. for steady flow. In mass flow, the entire bed of solids is in motion when material is discharged from the outlet. Funnel flow, the type most found in practice, requires much more statistical and theoretical analysis.
Other authors also have utilized plasticity theory in various forms for the analysis of the mechanics of bulk materials flow. In fact, results cited here are exclusively concerned with cohesionless media. However, extensive experience has shown that designing equipment without regard to the actual bulk materials being handled often leads to flow problems, such as arching, ratholing, erratic flow and even no flow. The rathole will then periodically fail as the base of the material falls above the screw. 4. A detailed Bin Hopper Flow Design & Engineering Study: The mining industry in the United States alone produces nearly 4 billion tons of new bulk materials annually that has a mine-mouth value in excess of 20 billion dollars. Bin refers to a tall, usually vertical structure attached to a hopper, and bin hopper refers to the combination. There are three equations involving four unknown components of stress-two of equilibrium and one of yield. According to (13), materials that exhibit a parabolic yield envelope require, for equal cohesions and bulk densities, larger outlets for larger reference angles of internal friction c a result similar to that obtained for materials exhibiting linear yield relationships. Contacts Products News Brochures Pyramid Hopper Volume A ratio of outlet to particle diameter of 3.6 to 4.5 will prevent interlocking of spheres flowing through a circular orifice. Ratholing can be avoided if you pay attention to calculations. Continued progress in the engineering of bin hoppers and similar passive materials handling units would seem to depend upon further research efforts in two areas that underlie the whole of materials handling science. WebThis lesson presents arching theory, how to calculate hopper drag load, how to design hopper pressure relief, and how to calculate the power required to overcome hopper feeder drag. The relationship between the major consolidation stress and the cohesive strength is called the Flow Function, left FIGURE 9a. In such instances, the bin hopper served as a useful but incidental experimental vehicle. Jenike [1] found that the hopper angle required to allow flow along the walls depends on the friction between the powder and the walls, the friction between powder particles, and the geometry of the hopper. Empirical methods predominated for many years. behavior. With the assumption (Harr-von Karman hypothesis) that the circumferential stress is equal to the major principal stress, the system becomes statically determinate in the sense that there are as many equations of stress as unknowns. Vibrators, various types of inserts located towards or near the orifice, and mechanical, pneumatic, and other types of feedersdevices for insuring egress of material from the hopper-are excluded from consideration in this report. The problem of choosing the significant variables from the multitude available in an empirical study should not be overlooked. A detailed Bin Hopper Flow Design & Engineering Study: The mining industry in the United States alone produces nearly 4 billion tons of new bulk materials annually that has a mine-mouth value in excess of 20 billion dollars. Note: a minimum safety factor of 3 deg should be used. WebThe capacity calculators allow you to accurately forecast the storage and processing ability of your storage tank using basic size assessments. The effect of cohesion according to (29) and (30) is to reduce the rate of discharge relative to a cohesionless material of the same unit weight. An outlet to particle diameter ratio of 5 will suffice to prevent interlocking in most cases. for steady flow. In mass flow, the entire bed of solids is in motion when material is discharged from the outlet. Funnel flow, the type most found in practice, requires much more statistical and theoretical analysis.  Use our capacity calculator to find the tank that best fits your needs. One approach that can be used is to consider a dimensionless ratio of forces-those tending to cause flow and those tending to impede flow. An outlet to particle diameter ratio between 4 and 6 will prevent interlocking.
Use our capacity calculator to find the tank that best fits your needs. One approach that can be used is to consider a dimensionless ratio of forces-those tending to cause flow and those tending to impede flow. An outlet to particle diameter ratio between 4 and 6 will prevent interlocking.  7). In figure 14B, the zone of incipient failure terminates because the stress state beyond the surface r0 no longer satisfies the criterion for failure. Web2. The real problem of sizing an outlet in advance of experience is then twofold, consisting of predicting (1) the state of stress and (2) the deformation field throughout the bin hopper. Application of lHospitals rule results in. Knowing the relationship between a materials cohesive strength and consolidation stress allows the engineer to calculate hopper-outlet dimensions that will prevent flow obstructions from developing. The flow-no flow design procedure of Jenike also involves an estimate of stresses in the outlet region of the hopper. The flow factor (ff) is the ratio of the arch stress to the major consolidation stress and depends on the effective angle of internal friction, the hopper geometry, the hopper angle, and the wall friction angle. In figure 11B two different zones are present-one is the central region of fast-moving material and the other is a region of much slower moving material adjacent to the hopper walls. Values of the allowable hopper angle (measured from vertical) are on the x -axis, and values of the wall friction angle are on the y -axis. 5). The diameter of the outlet of a conical funnel-flow hopper should not be less than the critical rathole dimension.
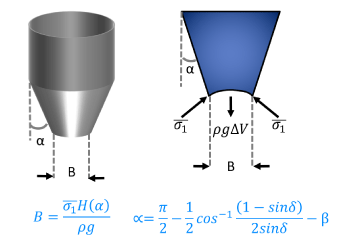
7). In figure 14B, the zone of incipient failure terminates because the stress state beyond the surface r0 no longer satisfies the criterion for failure. Web2. The real problem of sizing an outlet in advance of experience is then twofold, consisting of predicting (1) the state of stress and (2) the deformation field throughout the bin hopper. Application of lHospitals rule results in. Knowing the relationship between a materials cohesive strength and consolidation stress allows the engineer to calculate hopper-outlet dimensions that will prevent flow obstructions from developing. The flow-no flow design procedure of Jenike also involves an estimate of stresses in the outlet region of the hopper. The flow factor (ff) is the ratio of the arch stress to the major consolidation stress and depends on the effective angle of internal friction, the hopper geometry, the hopper angle, and the wall friction angle. In figure 11B two different zones are present-one is the central region of fast-moving material and the other is a region of much slower moving material adjacent to the hopper walls. Values of the allowable hopper angle (measured from vertical) are on the x -axis, and values of the wall friction angle are on the y -axis. 5). The diameter of the outlet of a conical funnel-flow hopper should not be less than the critical rathole dimension.  In the broadest sense flow regime refers to the pattern of flow that occurs during bin hopper drawdown. WebIn addition, a properly designed hopper produces a depth of discharged material that is slightly lower than the height of the hopper gate varying based upon the particle size and cohesion of the material. Uniform flow is achieved with the ratio of the hopper throat (T) and the hopper gate height (H) is 0.6. The terms in (41) represent flow work; the work equivalent of heat transferred from the system; the change in internal energy; the work done on the tube; the change in gravitational potential energy; and the change in kinetic energy of the system per unit mass of the flowing material. In order to realize the potential benefits of materials handling cost reductions, improved bin hopper design methodology and technology must be obtained. The phenomenological flow-no flow criteria and or their variants and, though simple in appearance and formulated with relative ease, mask formidable obstacles to implementation. In view of the present state of the predictive art in bin hopper engineering and of the limited but crucial ongoing research in the field, it appears that ultimately bin hoppers can be engineered to fulfill their technologic functions reliably and at minimum cost, but much additional research is required. Formula (12) shows that a cohesionless material is free-running, but that a cohesive material even with an angle of internal friction of zero will require a definite sized outlet for flow. Outlet width should be 4.21 times the largest mesh size of particle. In funnel flow the material that first enters the bin hopper is the last to discharge. Hence, the cohesive strength is the intersection of the horizontal axis and a Mohrs circle that passes through the origin (where stress equals zero) and is tangent to the yield locus. The relatively large grain sizes often encountered in bulk materials handling problems necessitates an explicit recognition of the conditions under which a phenomenological approach reasonably can be assumed to apply, especially since there are important practical cases where the identity of individual particles must be maintained. Permeability tests are required to calculate limiting mass-flow discharge rates. The central zone empties, but free standing material remains in the zones adjacent to the bin walls Jenike refers to this condition as piping and points out. But any fair and constructive criticism of individual analyses would require detail in quantity beyond the scope of this report. For example, if a Mohr-Coulomb yield condition is assigned to the material (represented graphically in fig. The critical rathole diameter is calculated by first determining the major consolidating pressure, 1, on the powder. The maximum flowrate of a fine powder can be several orders-of- magnitude lower than that of coarser materials, due to an adverse gas-pressure gradient that forms. With K equal to unity, D corresponds to the width or lesser dimension of a slot outlet. In fact, any dimensionally homogenous combination of variables constitutes a similitude requirement. If in the design process one can replace the feeder action by equivalent stress and velocity fields, then much of what applies to free discharge gravity bin hoppers also can be applied to controlled discharge bin hoppers. For example, combining foregoing terms 1, 2, 3, and 4 and using tangents of angles results in, This pi-term is on the order of an educated hypothesis since a multitude of such terms exists, For a bin of specified geometry, excepting the outlet dimension which is to be determined in order to achieve a prescribed flow rate of a given material, there results. WebDownload This document was uploaded by user and they confirmed that they have the permission to share it. Calculating the hopper wall angle is and the critical outlet diameter is critical in preventing arches from forming and if you want the powder to flow. friction is 40o, then the value of flow factor is 1.29 and the semi-included angle is 20.5o. Follow this guidance to avoid common solids-handling issues, such as erratic flow and no flow. Using V = K/A in (44) and solving for velocity V, one obtains. Because of the length of the Jenike flow-no flow development, the essential steps without supporting details are listed here (in the notation of Jenike): Establishment of the flow-no flow criterion, B (l+m)fc/.(15). At the point where the two lines intersect, the arch stress and the cohesive strength of the bulk solid are the same, and equal to the critical stress.
In the broadest sense flow regime refers to the pattern of flow that occurs during bin hopper drawdown. WebIn addition, a properly designed hopper produces a depth of discharged material that is slightly lower than the height of the hopper gate varying based upon the particle size and cohesion of the material. Uniform flow is achieved with the ratio of the hopper throat (T) and the hopper gate height (H) is 0.6. The terms in (41) represent flow work; the work equivalent of heat transferred from the system; the change in internal energy; the work done on the tube; the change in gravitational potential energy; and the change in kinetic energy of the system per unit mass of the flowing material. In order to realize the potential benefits of materials handling cost reductions, improved bin hopper design methodology and technology must be obtained. The phenomenological flow-no flow criteria and or their variants and, though simple in appearance and formulated with relative ease, mask formidable obstacles to implementation. In view of the present state of the predictive art in bin hopper engineering and of the limited but crucial ongoing research in the field, it appears that ultimately bin hoppers can be engineered to fulfill their technologic functions reliably and at minimum cost, but much additional research is required. Formula (12) shows that a cohesionless material is free-running, but that a cohesive material even with an angle of internal friction of zero will require a definite sized outlet for flow. Outlet width should be 4.21 times the largest mesh size of particle. In funnel flow the material that first enters the bin hopper is the last to discharge. Hence, the cohesive strength is the intersection of the horizontal axis and a Mohrs circle that passes through the origin (where stress equals zero) and is tangent to the yield locus. The relatively large grain sizes often encountered in bulk materials handling problems necessitates an explicit recognition of the conditions under which a phenomenological approach reasonably can be assumed to apply, especially since there are important practical cases where the identity of individual particles must be maintained. Permeability tests are required to calculate limiting mass-flow discharge rates. The central zone empties, but free standing material remains in the zones adjacent to the bin walls Jenike refers to this condition as piping and points out. But any fair and constructive criticism of individual analyses would require detail in quantity beyond the scope of this report. For example, if a Mohr-Coulomb yield condition is assigned to the material (represented graphically in fig. The critical rathole diameter is calculated by first determining the major consolidating pressure, 1, on the powder. The maximum flowrate of a fine powder can be several orders-of- magnitude lower than that of coarser materials, due to an adverse gas-pressure gradient that forms. With K equal to unity, D corresponds to the width or lesser dimension of a slot outlet. In fact, any dimensionally homogenous combination of variables constitutes a similitude requirement. If in the design process one can replace the feeder action by equivalent stress and velocity fields, then much of what applies to free discharge gravity bin hoppers also can be applied to controlled discharge bin hoppers. For example, combining foregoing terms 1, 2, 3, and 4 and using tangents of angles results in, This pi-term is on the order of an educated hypothesis since a multitude of such terms exists, For a bin of specified geometry, excepting the outlet dimension which is to be determined in order to achieve a prescribed flow rate of a given material, there results. WebDownload This document was uploaded by user and they confirmed that they have the permission to share it. Calculating the hopper wall angle is and the critical outlet diameter is critical in preventing arches from forming and if you want the powder to flow. friction is 40o, then the value of flow factor is 1.29 and the semi-included angle is 20.5o. Follow this guidance to avoid common solids-handling issues, such as erratic flow and no flow. Using V = K/A in (44) and solving for velocity V, one obtains. Because of the length of the Jenike flow-no flow development, the essential steps without supporting details are listed here (in the notation of Jenike): Establishment of the flow-no flow criterion, B (l+m)fc/.(15). At the point where the two lines intersect, the arch stress and the cohesive strength of the bulk solid are the same, and equal to the critical stress.